
Complete hydraulic solution in a rolling mill
Special machine construction Ratio-Drive®, hydraulic cylinder, clamping unit
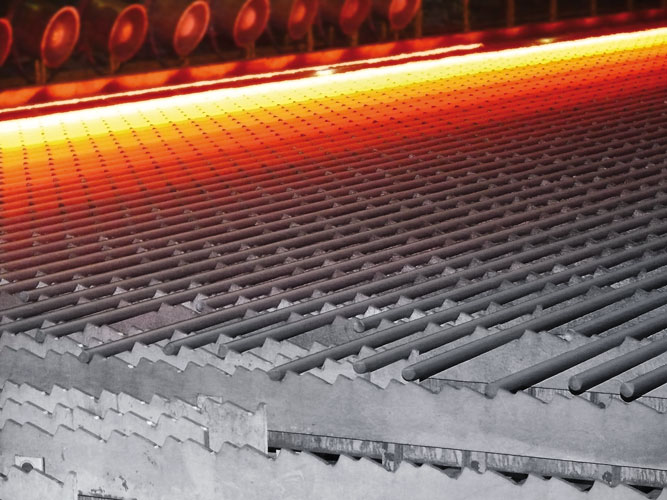
At 12 m/s, the red-hot steel rods run from the finishing train onto the cooling bed of the Georgsmarienhütte rolling mill. A start-stop shear cuts the rolled strands to the length of the cooling bed. The process of decelerating and transferring the rolled rods from the longitudinal direction to the transverse transport of the cooling bed takes place on the run-up area of the cooling bed using switches, separating devices and the brake slide.
The functional reliability of these processes depends largely on the precise interaction of the individual technical modules. The complete handling of the rolled rods is therefore carried out by a dynamic process, at the end of which the cooling bed rakes take over the rolled rods.
A complete hydraulic solution from Hänchen generates synchronous linear movements here, with a low-wear and low-maintenance design and technology. In this way, the rolled bars are reliably positioned. This special machine construction project includes the system design, production and procurement of the hardware, as well as the start-up.
- Hysteresis close to 0
- No expensive plant downtimes
- High control accuracy
- Implementation from a single source

- 160 mm stroke length
- 12 tons of moved mass
- Synchronous at +/- 1.5 mm
- 1.4 second cycle
- Hydraulic consulting and general contractor for the implementation of the drive system
- Programming of customer-specific sequence control
- Replacement of the original electrical solution with a hydraulic solution with the aim of significantly minimising maintenance intervals and wear
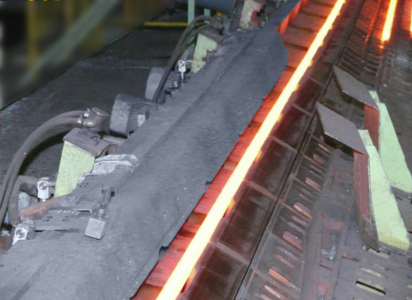
The challenge
to move 12 tons every 1.4 seconds
At the end of the rolling line, a special technical challenge awaits: a brake slide conveys the rods, which are up to 40 metres long, to the side towards the cooling bed. The following rolling bar travels at a constant speed next to the cut bar. As soon as it comes to a standstill, it is lifted into the rake cooling bed. The new rolling bar is now also moved red-hot over the brake slide in the direction of the cooling bed. This tilting is a feat of strength: within 1.4 s, the brake slide must move a load of up to 12 tonnes consisting of components and the rolling bar. Three hydraulic cylinders perform a movement of over 160 mm with high acceleration, mass and speed with an accuracy of +/- 1.5 mm synchronously. This process is realised by Ratio-Drive®, a complete linear drive solution from Hänchen. The hardware basis is the 3 hydraulic cylinders, which replace the previous electromechanics. In this way, maintenance intervals and wear can be considerably minimised. In 2006, GMH carried out this technology changeover to hydraulics. For Dr Jürgen Wagner, Team Leader Mechanical Maintenance, it was important not only to receive hardware, but also to develop a completely new technological solution together with Hänchen. “Hänchen supplied the know-how for the entire system integration.”
The Ratio-Drive® application replaces an electromechanical design. Due to its inflexible sinusoidal movements specified by an eccentric and the “hard” start-up and control behaviour of the drive, it caused a high load on the components. In addition, there were vibration loads due to the constant control. The result was a correspondingly pronounced material fatigue at a large number of connection and deflection points. The loads were increased because the brake slide could only be driven via a single engagement point. This resulted in high leverage forces. According to the experience of the maintenance engineers, the electromechanics consisting of motor, gearbox, coupling, deflection blocks and eccentric shaft were exhausted. For this reason, Georgsmarienhütte (GMH) decided to switch from mechanics to hydraulics.
A complete solution
Hydraulics, electrics, software
The solution provided by Hänchen includes hydraulics, electronics, software, data processing and engineering, i.e. the entire hydro-mechatronics, from the hydraulic cylinder to the self-developed and fully configured control programming. Hydraulic cylinders are Hänchen's core business in production. At GMH, hydraulic cylinders are used in the so-called Servocop® version. This standard series is equipped with an integrated position transducer and pressure transducer. It is particularly stick-slip-free, has a low breakaway torque, a sensitive response and a particularly good reproducibility of movements, is friction-optimised and leakage-neutral. These hydraulic cylinders are extremely robust and designed for speeds of up to 1 m/s. Despite these performance characteristics, the Servocop® version is significantly less expensive than the high-end models Servofloat® and Servobear®. With the latter two, Hänchen can serially achieve speeds of up to 4 m/s, frequencies of up to 500 Hz with controlled curves and forces of up to 9 MN with a positioning accuracy of a few μm in other applications. Special designs achieve even higher performances.
For GMH as the client, the main task was system integration and engineering: Just as crucial as the precision of the synchronisation was the programming of the most material-friendly interaction of all components. Particular challenges were the high masses, extreme accelerations, diverse constraints and mechanical interactions due to the, among other things, thermally induced play of the components. Therefore, the fine configuration was carried out on the running system.
Hänchen as general contractor
for a complete drive system
Various third-party products such as valves, piping, electrics, electronics, measuring systems and computers were also used in this solution. GMH had only one responsible contact person with the Swabian hydraulics specialist. The complete system Ratio-Drive® forms a closed system that receives external setpoint specifications and implements linear movements. In addition, it had to be integrated into the plant control system via interfaces; cabling and piping were also the task of the Ratio-Drive® developers. The hydro-mechatronics from Hänchen receives only the position specifications via a Profibus interface: “Pick-up” (0 mm), “Transfer” (160 mm) and “Home position” (100 mm). In this starting position, the hydraulic cylinder is fixed by the hydraulic clamping unit Ratio-Clamp®. Disc springs apply the holding load to a round rod via a cone until the defined release pressure is present again on the hydraulics. This ensures permanent fixation in every switched-off state.

The spring-applied locking unit from Hänchen holds lifted loads safely in position for any length of time without hydraulic pressure.
Software and real-time computer
for a precise motion sequence
After the movement is triggered by a new position specification, the real-time computer system implemented by Hänchen as a component of the Ratio-Drive® calculates the precise motion sequence in conjunction with the Ratio-Drive® software. For us, the decentralised control is a changeover, as we are working with an independent subsystem,” reports Burkhard Schmidt, Team Leader Electrical Maintenance. “Due to the accuracy in the double-rod control, we decided on an independent system that Hänchen completely designed, was responsible for and integrated. ISIS, our partner for the control, was a sub-supplier, so that Hänchen had the role of general contractor.” The integrated position transducers in the three hydraulic cylinders supply the actual values for the closed control circuit and report these to the plant control via the bus. However, how the hydraulic cylinders reach their position synchronously and with the lowest possible load on the mechanics is an internal task for the Ratio-Drive® software. It is based on a modular system that the Swabian software developers have repeatedly expanded and optimised over the years. In addition, GMH has the individually programmed customer-specific sequence control. The only integrations are the bus as an electronic interface, the three engagement points on the slide as mechanical interfaces and the electrical power supply. The entire Ratio-Drive® thus has the function of a black box integrated into the plant.
Hysteresis approaching 0
Within the scope of this black box concept, the hydraulic cylinders perform a movement in which force and speed can be controlled at any time. In this way, the acceleration for each segment of the movement can be defined within wide limits, which minimises material wear through acceleration curves optimised by the system. And even friction losses due to contamination and other disturbances play only a minor role. In many situations, the system can compensate for influences through higher pressure, and the possible errors can then be rectified during the next maintenance. Expensive plant downtimes are eliminated. But the main advantage is the low hysteresis: “The hysteresis approaches 0,” Dr Wagner summarises. “This means that we always move to clearly defined positions.” The complete drive system, which arose from the system competence of GMH Maintenance and the hydro-mechatronic know-how of Hänchen, has proven itself in two years. And that's not all: “Further future projects are already being considered.”
© Hänchen 2011